

模具加工

详细介绍

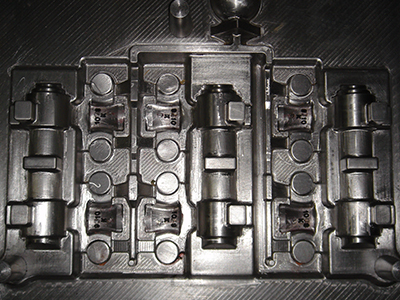
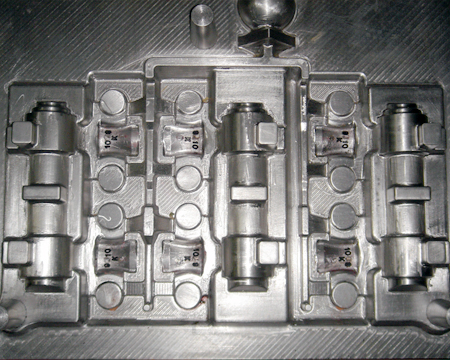
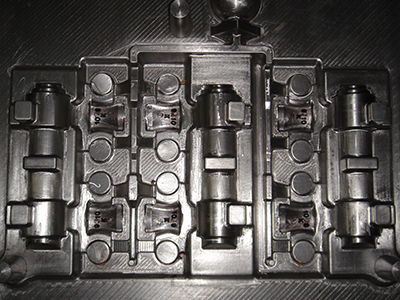
模具加工对于采用潜伏式浇口的模具,进胶口的直端部分常采用圆形或扁形,然后,采用圆形或扁形的顶针顶出,但因为顶针小进胶口长,如果进胶口处没有脱模斜度,部品顶出时常会发生顶出不良或把顶针折断的现象,因此,该处应开0.5°~1°的脱模斜度,以便顶出。落料模在设计时应尽量避免尖角出现,以免应力过大,刀口强度过小而造成刀口寿命降低。
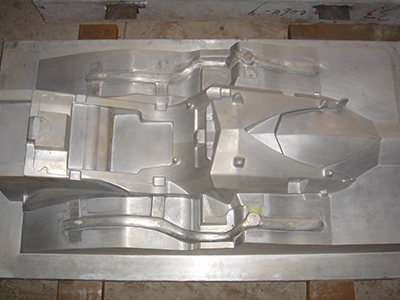
在打销钉之前,一般先把组冲头时粘上的AB胶水或瞬间胶水清除干净,重组冲头,锁紧螺杆后方可打定位销。模具一般要进行热处理的部位有:拉延模尺角、拉延筋、剪边模刀口、整形模刀块等。