

大连铝铸件补焊时要注意什么
发布日期:2021-10-15 00:00 来源:http://www.dlxinsheng.cn 点击:
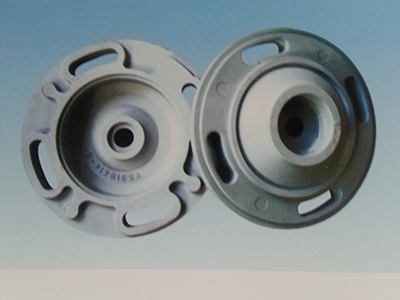
铝铸件的外部缺陷主要使用焊接手段修复;铸件表面粗糙和凹凸不平一般用悬挂砂轮和高速砂轮磨光精整。粗加工是针对铝铸件局部进行的一项后处理技术,铸件经粗加工后能及时发现缺陷予以解决,并能减轻重量,还可使废料和切屑能够地分类回用。而防锈处理是为了避免铝铸件在运输或存放期间生锈而采用的,用的是涂刷底漆的方式。
铝铸件浸渗的目的和作用是很明显的,一方面通过这样的处理可以赋予铝铸件耐压,密封,耐腐蚀机能,将含浸液填充到产品的微孔里起到密封作用,堵住相通或不相通的微孔,可以防止内部腐蚀。
通常,大连铝铸件补焊过程应注意以下几点:
1、在铝铸件表面裂缝两端点钻出止裂孔,深度与裂纹差不多,将裂缝边缘切成60°到70°斜角。如果先钻止裂孔再打磨出V形坡口时,要注意钻头钻下去的位置。
2、用电弧切割铝铸件缺陷。也对坡口进行了局部预热,不过要注意对电流和温度的控制。
3、直接打磨,直到着色探伤不再发现缺陷。打磨时,砂轮转速的切线方向应与裂纹方向基本一致。预热补焊之前,清理干净坡口的杂物。
4、焊补后的铝铸件,要将焊补处进行打磨ha喷砂处理,并校对变形现象。
铝铸件的变形是由铸造应力形成的,铝铸件的姿态和尺度与型式不符,原因很简单,因为上下厚度差很大,冷却形成的温差也很大。因为梁是上下衔接的,梁的厚度不光因为温度下降而收拢,而且因为薄紧缩而扩展了收拢。反之,薄收拢减小了收拢,形成厚度的收拢大于厚度的收拢。