

专家为你解读模具加工的设计理念
发布日期:2017-10-31 00:00 来源:http://www.dlxinsheng.cn 点击:
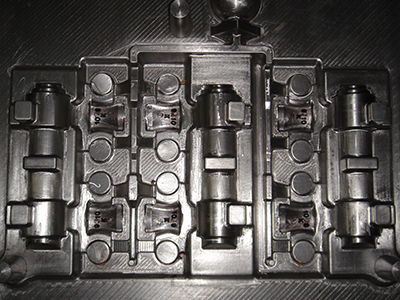
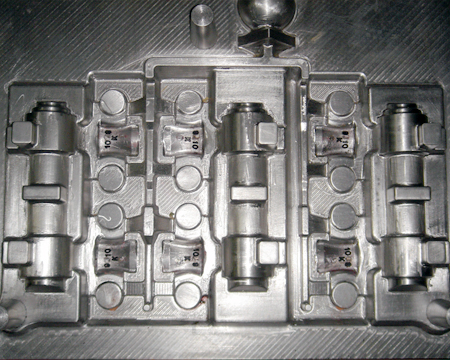
大连模具加工设计时,如果部品的肉厚不均匀,而部品的浇口均匀分布,则容易产生浇注不均的现象(可在公模部份加分水嶺,將料流導向難填充的部位)。用PC+30GF制造的齿轮,虽然在成形的尺寸方面比较好,一般可以一模四件,但是其刚性,耐磨性等不如PBT+GF30,因此,虽然PBT在成形方面尺寸不易控制,只能一模两件,但是象Olympus这样注重品质的厂家,在品质与成本面前,还是选择了品质。
模具加工设计中,为了不影响部品的使用,常需在部品表面凹进一块,让浇口剪断残余低于部品表面,内凹深度以满足浇口残余低于部品表面的前提下越浅越好,一般为0.3-0.5mm,太深(進膠位會變薄)则会影響填充,改變成形时的尺寸。熱流道的模具配裝澆口套時要注意加熱升溫,因正常生產時會升溫變長。)有時為不影響進膠會加分流錐。
大模具在设计时就应该考虑好排气槽的设计,不应该在试模后再指定,根据经验,一般在模具的四周用铣刀或磨床(根据模具精度需要而定),加工出一周的浅槽,深度小于塑料的溢边值。
模具排气不良。当模具内因排气不良而残留的大量气体受到流料挤压,产生大于注射压力的高压时,就会阻碍熔料充满型腔造成欠注。对此,应检查有无设置冷料穴或其位置是否正确,对于型腔较深的模具,应在欠注的部位增设排气沟槽或排气孔;在合模面上,可开设深度为0.02~0.04mm,宽度为5~10mm的排气槽,排气孔应设置在型腔的最终充模处。
使用水分及易挥发物含量超标的原料时也会产生大量的气体,导致模具排气不良。此时,应对原料进行干燥及清除易挥发物。此外,在模具系统的工艺操作方面,可通过提高模具温度,降低注射速度,减小浇注系统流动助力,以及减小合模力,加大模具间隙等辅助措施改善排气不良。