

为了不影响部品的使用,模具加工设计有哪些注意事项
发布日期:2017-10-09 00:00 来源:http://www.dlxinsheng.cn 点击:
为了不影响部品的使用,模具加工设计有哪些注意事项
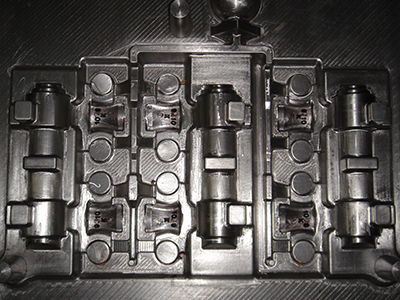
模具设计中,为了不影响部品的使用,常需在部品表面凹进一块,让浇口剪断残余低于部品表面,内凹深度以满足浇口残余低于部品表面的前提下越浅越好,一般为0.3-0.5mm,太深(進膠位會變薄)则会影響填充,改變成形时的尺寸。熱流道的模具配裝澆口套時要注意加熱升溫,因正常生產時會升溫變長。)有時為不影響進膠會加分流錐。
固定侧与可动侧之间的靠破面如果为非垂直开模方向的平面,则应该设计成斜面,以减少因摩损而形成飞边的可能,同时也时靠破时形成预压,加强两个面的贴合,设计时长度方向应该设计成+0.02的正公差,但是应该注意的是当固定侧与可动侧有脱模斜度时,要小心考虑因固定侧与可动侧脱模斜度方向相反,在靠破的斜面处会形成与部品设计原图不符的接痕,考虑不周还会形成难以消除的毛边或断插。
大连模具加工为了改善部品距离浇口较远端的填充性能,可以在这些部位开设逃气槽,增加入子(排氣槽深度一般接近于該塑膠料溢邊值);这一点,设计前尤其应该考虑的,定结构时,应该有这样一种观念:尽量让流体在模腔内流动时各个部分的压力,温度均恒,避免因填充不均造成產品變形等缺陷)。
有时模具的表面有一些小圆凹点需要抛光,在用常规方法难以解决的前提下,有时采用纤维油石(非常贵),有时采用一种简单的方法,把牙签夹在小摇臂钻上打到6000-10000转/分钟,用手轻托模仁,沾上钻石膏,把需要抛光部分轻轻去碰牙签来抛光。
一般部品的顶针逃肉深为0.1(公差为0~+0.02),精密成形时是0.03(公差为0~+0.01),在这种情况下对顶针固定板(上顶出板)、顶针垫板(下顶出板)及用于固定顶针的逃孔深度、左右两支撑块、可动侧模板、可动侧模仁、顶针本身靠位的长度及其总长度都有非常严格的要求,必须按设计要求严格执行。